


以下是:了解异型钢管-按需求定制的产品参数了解异型钢管-按需求定制,亚华钢管有限公司(东山分公司)为您提供了解异型钢管-按需求定制的资讯,联系人:胡经理,电话:15066480076、15066480076,QQ:1050645133,发货地:汇通物流园C区303。 福建省,漳州市,东山县 东山县历史底蕴深厚,是文学家黄道周的出生地,是戚继光抗倭扎寨的练兵地,是郑成功、施琅收复台湾的出征地,是谷文昌精神的发祥地,拥有“关帝文化”、“东山陆桥”、“南岛语族”等一批史前遗存和特色资源,有“中国旅游县”之称。
【全新视界!】了解异型钢管-按需求定制产品视频,带你领略产品新风尚!
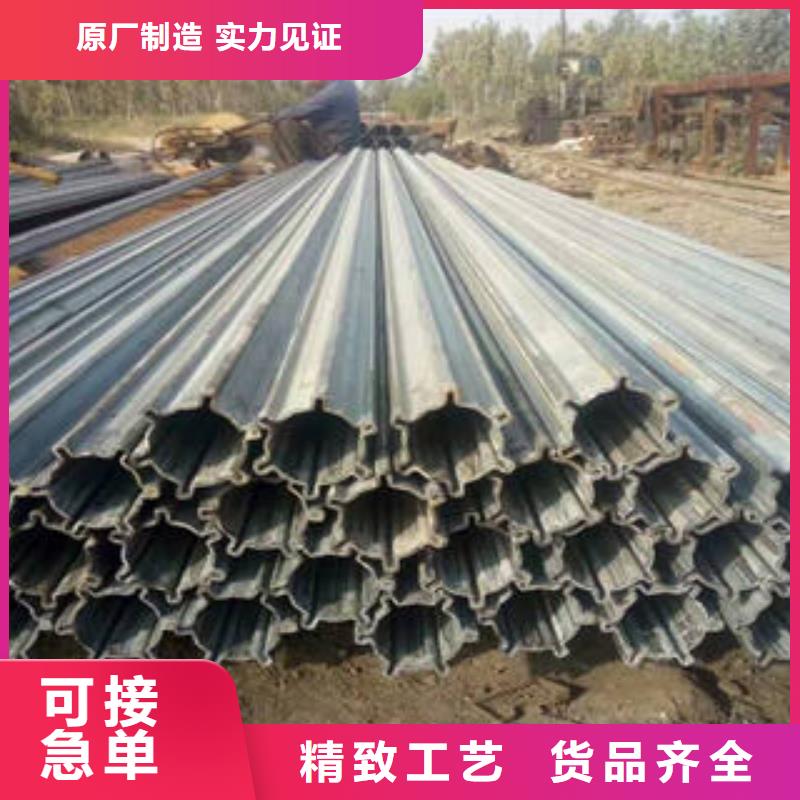
以下是:了解异型钢管-按需求定制的图文介绍
影响异型钢管壁厚等级的因素是什么。影响异型管壁厚等级的五点因素发表日期:2018-3-5有431位读者读过此文腐蚀余量腐蚀余量是考虑因介质对异型管的腐蚀而造成的管道壁厚减薄,从而的管道壁厚值。它的大小直接影响到壁厚的取值,或者说直接影响到壁厚等级的确定。
或设计影响异型钢管壁厚等级的因素是什么。影响异型管壁厚等级的五点因素发表日期:2018-3-5有431位读者读过此文腐蚀余量腐蚀余量是考虑因介质对异型管的腐蚀而造成的管道壁厚减薄,从而的管道壁厚值。它的大小直接影响到壁厚的取值,或者说直接影响到壁厚等级的确定。
当应力超过其许用应力值时,就认为其强度已不能保证。因此说,材料的许用应力是确定异型管壁厚等级的基本参数。设计寿命对于均匀腐蚀来说,当知道其年腐蚀速率后,根据预定的设计寿命,就很容易算出其应取的腐蚀余量了。
设计寿命还与交变应力作用的荷载变化、氢损伤的孕育时间、断裂因子的扩展期等影响因素有关。与管道的一次性投资、资金代尝期和技术更新周期有关。影响异型钢管壁厚等级的因素是什么。等均,未经不得、或利用其它使用上述作品。
获悉要是想要很好的来利用冷拔异型管进行作业,那么对于他的选择也是不能错过的。要是你要在仓库之类的地方来用冷拔异型管,那如果能选择比较干净和通风的地方来用那就比了。我们还要保证冷拔异型管的整洁性,不然对我们的操作是有影响。
在仓库中我们不可以把有酸碱性的和冷拔异型管一起,不一样类型的冷拔异型管我们要分开放,这样就不怕他们混在一起出现互相影响了。比说你的钢材比较大个那我们也可以把他们外面,不一定要室内。在一些小一点的冷拔异型管中他们获悉要是想要很好的来利用冷拔异型管进行作业,那么对于他的选择也是不能错过的。
漳州东山亚华钢管有限公司技术力量雄厚,设备先进, 无缝钢管生产工艺规范,检测手段齐全,各项管理严格,加之多品种、系列化的配套服务,重质量、守信誉的经营战略,给企业带来了勃勃生机,成为漳州东山创税大户。 企业衷心感谢各界朋友对我方 无缝钢管产品的信任与支持,在今后的交往中,我们将一如既往,以“优异的 无缝钢管产品、良好的信誉、贴心的服务”奉献给用户,造福社会。
控制异型管厚度波动的九点措施:
(一)将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
(二)通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
(三)降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
(四)压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
(五)将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
(六)启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
(七)增加工作辊热辊时间,使辊面热凸度均匀。对于辊径-385mm的工作辊适当增加轧制烫辊材。轧制烫辊材就是轧制0.3mm以下薄规格带钢之前,先轧制2、3卷0.6mm以上带钢,让工作辊辊面与辊身热透性均匀,保证有效压下效率,解决轧辊压靠时有效轧制力减小问题。
(八)将异型管道次压下率由25%左右提高到30%以上,并将成品道次轧制时手动加卷取张力,以弥补压下率调整后的不足,保证成品道次轧制到目标厚度。
(九)优先使用小辊径工作辊,通过轧辊优化分配,尽量安排小辊径工作辊生产0.3mm以下薄规格的异型管带钢。异型管冲压生产时在保证送料必要时间的前提下,尽量缩短送料时间,但提高送料速度会对精度产生不良的影响。送料精度的优劣直接影响着异型管的精度和品质,因此保持良好的送料精度是非常必要的。
浅析异型管的四个表面缺陷:
由于异型管断面复杂,产生表面缺陷的机率较大,这样不但影响合格率,而且还会严重影响管材的表面质量。异型管主要的表面缺陷,有以下四个:
(一)小R角部纵裂纹沿着管坯的小R角部成直线分布,短的几厘米长的可贯穿整根管坯。小R角部是由于液渣难以完全填充角部气隙而使角部冷却条件变差,同时由于小R角处应力集中而产生纵裂或凹陷。另外因素还有结晶器的铜板尺寸的精度、生产节奏紊乱、钢水质量较差、温度高、拉速快、结晶器液面不稳定、冷却强度过大等。
(二)振痕深一般宽度2mm左右,深度2-3mm,振痕是由于异型管振动的存在而产生的。
(三)纵裂纹横向位置分布不固定,沿异型管纵向延伸断续分布,长短不一,长的有几米甚至更长,短的有几厘米,另外还有极少的呈直线固定分布。纵裂纹形成的基本条件:一是结晶器弯月面区初生坯壳不均匀,在坯壳薄弱处产生应力集中。二是树枝晶间元素的局部偏析,裂纹的萌生和扩展总是在偏析严重之处。
(四)翼缘角部夹渣多数呈结疤状,严重时产生一个缺口,深的可达20mm深,缺口处还有未熔的保护渣。翼缘肩角处钢水的热流补充不足,液渣层较薄、烧结层厚与固渣混合,再加上结晶器液面的剧烈波动是造成异型管夹渣的根本原因。异型管使用高速切削技术具有如下六个优点:
(一)提率用高速加工中心或高速铣床加工模具,可以在工件一次装夹中完成型面的粗、精加工和汽车模具其他部位的机械加工,即所谓一次过技术,高速切削技术的应用大大提高了管材模具的开发速度。
在漳州市东山县采买了解异型钢管-按需求定制到亚华钢管有限公司(东山分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:胡经理-15066480076,QQ:1050645133,地址:《汇通物流园C区303》。












